

The global AI in manufacturing market is on track to grow from $5.94 billion in 2024 to $230.95 billion by 2034 — a scale of adoption that makes one thing clear: AI is no longer a future investment for manufacturers. It’s a present competitive requirement.
But AI is not only transforming factory operations. It’s also reshaping how B2B buyers discover and evaluate manufacturing partners.
Today, procurement teams are increasingly using AI-powered platforms like ChatGPT and Perplexity AI to research suppliers, compare capabilities, and build vendor shortlists faster than ever before. Manufacturers that fail to structure their digital presence for AI systems risk becoming less visible in this new buying landscape.
In this guide, we’ll explore the most impactful AI use cases in manufacturing, real-world examples from global companies, common implementation challenges, and how manufacturers can prepare for the next phase of AI adoption.
When people hear “AI in manufacturing,” they picture robots replacing workers on an assembly line. In reality, modern industrial AI is much broader than automation.
AI in manufacturing refers to the use of technologies like:
These technologies help manufacturers improve production efficiency, reduce downtime, optimize supply chains, and make operational decisions faster.
Rather than replacing human judgment, these systems process the kind of high-volume, real-time operational data — sensor readings, production logs, quality metrics, supply chain signals — that no human team can monitor at scale.
Adoption, however, is uneven. Research from the Manufacturing Leadership Council found that only 28% of manufacturers have successfully scaled AI across their full operations. Most are still running isolated pilots, unsure of where AI delivers the most value or how to move from experimentation to enterprise-wide impact. That’s exactly what this guide addresses.
Research from McKinsey & Company, Deloitte, IBM, and the World Economic Forum highlights four high-impact areas where AI is already delivering measurable business value for manufacturers.
Unplanned equipment failure is one of the most expensive problems in manufacturing — not just because of repair costs, but because of the production time lost while a line sits idle. Traditional maintenance schedules can’t solve this: fixed-interval servicing either over-maintains healthy equipment or misses failures that develop between cycles.
An AI-powered predictive model can analyze operational sensor data, such as vibration, temperature, pressure, and power consumption, to detect abnormal performance patterns before breakdowns occur. By identifying potential issues early, manufacturers can schedule maintenance during planned downtime instead of disrupting production unexpectedly.
Business Impact: According to research cited by McKinsey, AI-powered predictive maintenance can reduce industrial maintenance costs by 25%.
Example: General Motors deploys AI-driven diagnostic systems across its assembly lines to monitor the normal operating behavior of factory equipment. When the system detects unusual activity or early-stage anomalies, maintenance teams are alerted before major mechanical failures — reducing costly unplanned stoppages.
Traditional quality inspection processes are often time-consuming and vulnerable to human error, especially in high-volume manufacturing environments where fatigue and inconsistency can affect accuracy.
AI-powered computer vision systems help manufacturers automate quality control by using high-speed industrial cameras and machine learning models to inspect products in real time directly on the production line. These systems reliably detect:
Unlike manual inspection, AI systems can operate continuously with consistent accuracy, helping manufacturers reduce scrap, improve product quality, and prevent defective products from moving further down the production process.
Example: VitrA Karo implemented advanced computer vision technology inside its high-temperature kiln operations to automate product inspection. The company successfully reduced product scrap rates by 68%, improving both production efficiency and material usage.
AI-powered demand forecasting helps manufacturers make more accurate planning decisions by analyzing large volumes of historical business data, market trends, supply chain activity, and real-time logistics signals.
Machine learning models can identify patterns and demand fluctuations that traditional forecasting methods often miss. This helps manufacturers reduce the risks of:
As supply chains become more volatile, AI-driven forecasting also improves operational agility and allows businesses to respond faster to changing market conditions.
Business Impact: According to McKinsey & Company, 41% of manufacturers are already using AI to improve supply chain data management and increase operational responsiveness.
Example: Ingrasys implemented an AI-powered demand forecasting system trained on historical supply chain and market volatility data. Over three years, the company improved forecast accuracy by 27%.
Manufacturers are increasingly using AI to optimize production processes, improve operational efficiency, and reduce energy consumption across factory operations.
AI systems can continuously monitor and adjust complex production variables — such as temperature, pressure, speed, and material usage — to improve output quality while minimizing waste and energy costs.
When combined with digital twins, manufacturers can simulate production changes in a virtual environment before applying them to real operations. This allows engineering teams to test configurations, identify inefficiencies, and reduce operational risks without interrupting production.
For manufacturing companies, this can lead to:
Example: AstraZeneca uses AI-enabled digital twins to optimize pharmaceutical manufacturing and improve production efficiency during active pharmaceutical ingredient development. By simulating production conditions in virtual environments, the company has reduced material waste, accelerated process optimization, and improved manufacturing agility during R&D operations.
While most manufacturing AI applications today are focused on operational efficiency and predictive analytics, a new wave of adoption is beginning to reshape the industry: Generative AI.
Unlike machine learning systems that primarily analyze structured operational data, Generative AI can work with unstructured information such as maintenance manuals, engineering documents, compliance records, and internal knowledge bases.
Manufacturers are now exploring Generative AI for use cases such as:
According to McKinsey & Company, Generative AI has the potential to significantly improve manufacturing and supply chain operations by helping teams automate workflows, accelerate decision-making, and improve operational visibility across complex systems.
Although many Generative AI applications are still in early-stage deployment, they represent the next phase of industrial AI adoption — shifting from systems that only predict operational issues to systems that can actively support human decision-making and workflow execution.
Understanding this distinction is important because machine learning and generative AI solve different business problems. For manufacturers evaluating AI investments, knowing where each technology creates the most value is critical to building the right long-term strategy.
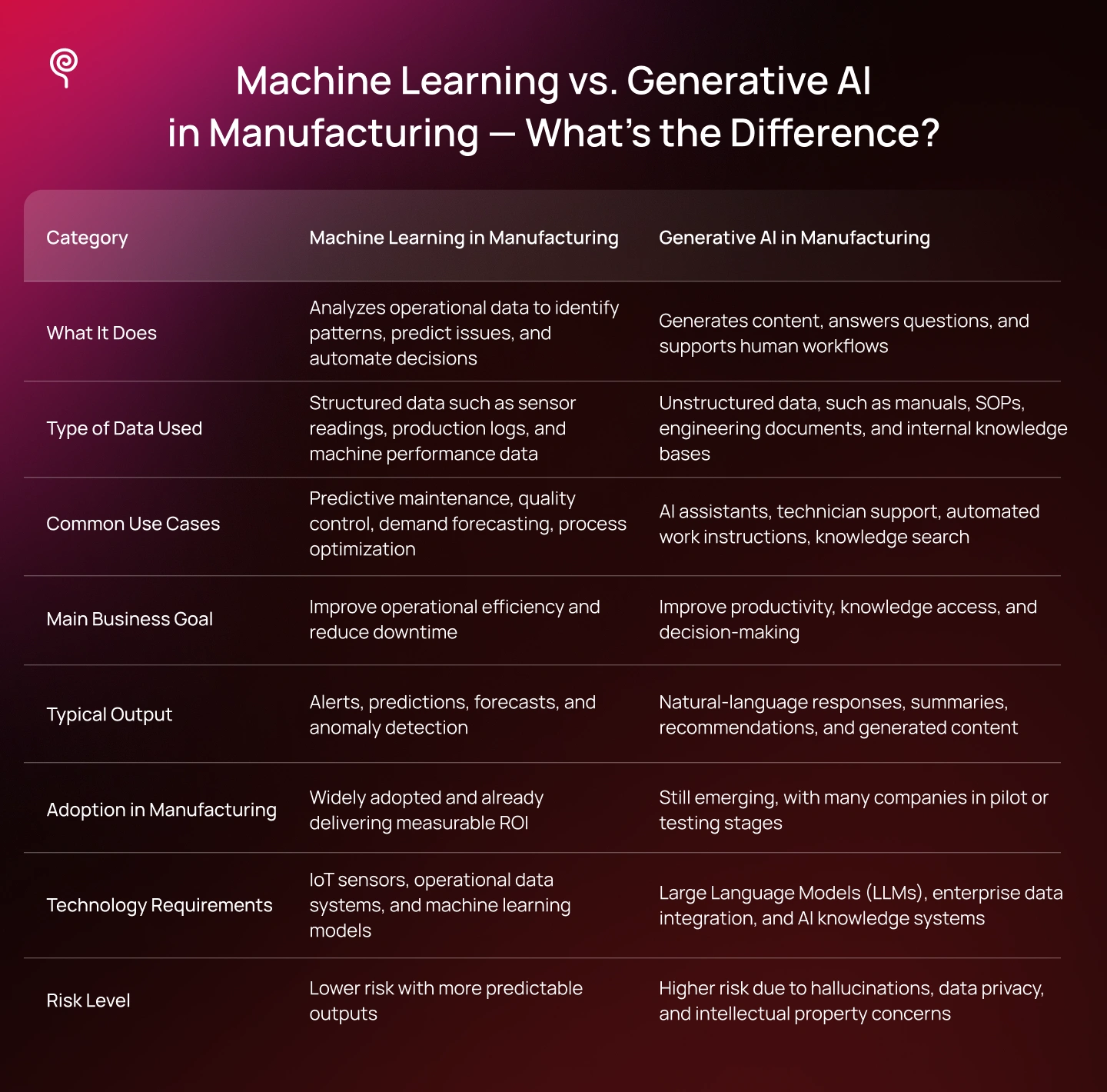
Modern manufacturing AI is evolving across two major categories of technology.
The first includes operational AI systems powered by machine learning, which are commonly used for predictive maintenance, quality control, forecasting, and process optimization.
The second is Generative AI — a newer category of AI designed to work with unstructured information and support more dynamic, human-centered workflows such as technician assistance, knowledge retrieval, and operational guidance.
While both technologies fall under the broader AI landscape, they serve different functions inside manufacturing environments and require different implementation strategies.
Comparing Machine Learning and Generative AI in Manufacturing
AI adoption in manufacturing is no longer limited to pilot programs or experimental initiatives. Many global manufacturers are already deploying AI at scale to improve operational efficiency, reduce costs, and optimize production performance across their organizations.
At its Erlangen Electronics Factory, Siemens uses machine learning to optimize product testing sequences and improve first-pass production yield. The company has also integrated AI-powered robotics into its automation workflows, reducing manual onboarding and automation deployment costs by up to 90%.
Shell partnered with C3 AI to deploy AI-powered predictive maintenance systems across its global energy infrastructure network. These systems help improve equipment uptime, reduce operational disruptions, and minimize environmental risk.
Makino uses Aquant’s AI-powered service intelligence platform to help field technicians diagnose and resolve equipment issues faster. The system analyzes machine operation patterns, identifies potential anomalies, and supports maintenance teams with faster troubleshooting and operational insights.
Successfully adopting AI in manufacturing requires more than investing in new technology. Manufacturers also need to evaluate operational readiness, data infrastructure, scalability, and long-term business impact.
While AI can deliver significant efficiency gains and cost savings, many companies still face major implementation challenges when moving from pilot programs to enterprise-wide adoption.
AI-powered predictive maintenance helps manufacturers identify equipment issues before failures occur. By reducing unexpected downtime and optimizing maintenance schedules, companies can significantly lower operational costs.
AI helps manufacturers monitor supply chain activity in real time, improving responsiveness across sourcing, production, logistics, and inventory planning.
According to research from McKinsey & Company, AI-powered monitoring systems can improve supply chain visibility by helping manufacturers detect operational risks earlier, respond faster to disruptions, and improve overall supply chain resilience.
Manufacturers are also using AI to reduce material waste, improve production yield, and optimize energy consumption across factory operations.
By continuously adjusting operational parameters in real time, AI systems can help manufacturers lower raw material scrap rates while supporting sustainability and carbon reduction goals.
Despite growing adoption, many manufacturers still struggle to scale AI successfully across their organizations.
According to the McKinsey COO100 Survey, 46% of manufacturing leaders say limitations in their existing IT and operational technology (OT) systems are slowing AI adoption.
The biggest barriers include:
Without clean, connected operational data, even advanced AI systems struggle to deliver reliable results.
Many manufacturers successfully launch small AI pilot programs but struggle to expand them across multiple facilities or production environments.
Research from McKinsey & Company shows that even when use cases are proven, a quarter of companies struggle to build applications that are reusable and scalable.
As Generative AI adoption grows, manufacturers are becoming increasingly concerned about:
This is especially important for manufacturers operating under strict compliance frameworks such as ITAR in aerospace and defense, HIPAA in medical manufacturing, or GxP standards in pharmaceutical production, where poorly governed AI systems and unsecured data flows can create serious regulatory and operational risks.
For manufacturers in the early stages of AI adoption, successful implementation typically begins with a focused, high-impact operational strategy.
AI systems are only as effective as the quality and accessibility of the data powering them. Before adopting AI tools, manufacturers should evaluate whether their operational systems can support scalable AI implementation.
This includes:
A strong data foundation is critical for long-term AI success.
Rather than pursuing a large-scale AI transformation from the start, many manufacturers focus first on a small number of high-ROI operational use cases. Common starting points include:
These use cases typically offer faster implementation timelines and measurable business impact within 6 to 18 months.
Manufacturers that build AI governance frameworks early are significantly better positioned to scale AI initiatives across the enterprise.
Effective AI governance typically includes:
According to McKinsey & Company, manufacturers with established AI governance frameworks and clearly defined performance metrics are more likely to scale AI successfully and achieve measurable business value.
As AI becomes increasingly integrated into modern B2B procurement workflows, manufacturers need to understand how easily their business can be discovered, interpreted, and referenced by AI search platforms.
Key factors include:
Lollypop Spot’s AI Readiness Audit evaluates your manufacturing website against emerging AI discoverability standards and competitive visibility signals across platforms like ChatGPT, Claude, and Perplexity AI.
The next phase of AI in manufacturing is being shaped by Agentic AI — autonomous systems capable of handling multi-step operational tasks with minimal human intervention.
According to IDC, leading manufacturers are beginning to view AI not as a standalone tool, but as part of a broader enterprise operating model that supports decision-making, automation, and workflow optimization across the organization.
As AI adoption matures, the key question for manufacturing leaders is no longer whether AI can solve a specific problem. Instead, the focus is shifting toward how AI can be integrated into existing operational workflows, workforce processes, and legacy systems at scale.
At the same time, AI visibility is becoming an increasingly important competitive factor. As procurement teams rely more heavily on AI platforms to research and evaluate suppliers, manufacturers will need to ensure their websites, product information, and operational capabilities are structured in ways AI systems can easily interpret and surface.
In the same way SEO became essential for Google search, AI discoverability is quickly becoming critical for visibility across modern AI-driven procurement and search platforms.
Predictive maintenance and AI-powered quality control typically deliver the fastest ROI for manufacturing companies. Many manufacturers see measurable cost savings within 6 to 18 months by reducing unplanned downtime, improving equipment performance, and lowering material waste.
Machine learning helps manufacturers analyze operational data to identify patterns, predict issues, and improve decision-making. Common applications include predictive maintenance, defect detection through computer vision, demand forecasting, and supply chain optimization.
AI readiness depends on several factors, including data quality, system connectivity, operational workflows, and internal governance. A practical first step is assessing whether your operational and digital infrastructure can support scalable AI adoption.
Manufacturers should also evaluate how visible their business is across AI search and procurement platforms. Lollypop Spot’s AI Readiness Audit helps benchmark your company’s digital presence against modern AI discoverability standards.





